C.
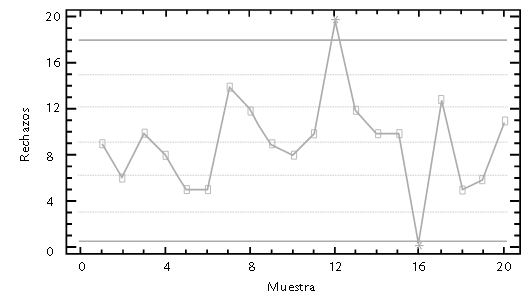
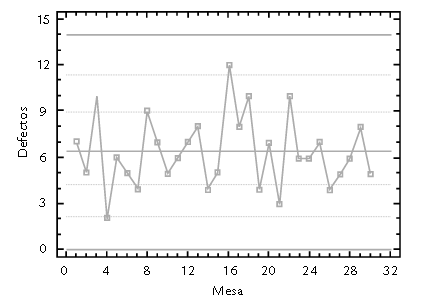
Uno de sus usos es en puntos de inspección, donde se busca localizar uno o más tipos de defectos relativamente menores, de tal forma que aunque se encuentren defectos, el artículo no se rechaza. También se usa para variables como número de quejas, de errores, de paros, de clientes, etcétera.